ThermoFSW
Entwicklung einer fertigungsintegrierbaren zerstörungsfreien Prüftechnik für punkt- und linienförmig rührreibgeschweißte Strukturbauteile mittels thermografischer Methoden
Projektbeschreibung
Um die technologische Weiterentwicklung des Rührreibschweißens fortzuführen und diesem innovativen Schweißverfahren ein breiteres Anwendungsspektrum zu ermöglichen, ist der Nachweis der strukturellen Integrität der Schweißungen notwendig. Im RRS-Prozess können Abweichungen einzelner, nicht erfassbarer Parameter Unregelmäßigkeiten in der Schweißnaht hervorrufen. Diese Anomalien reduzieren die technologisch-mechanischen Eigenschaften der rührreibgeschweißten Verbindung. Derzeit erfolgt die Qualitätssicherung vornehmlich durch die Überwachung der Prozessparameter und durch stichpunktartige metallografische Prüfungen. Um das Versagen von Schweißverbindungen zu verhindern und eine gleichbleibende Nahtqualität sicherzustellen, ist es notwendig, kritische Unregelmäßigkeiten wie „Schlauchporen“ und „Unvollständige Durchschweißung“ zerstörungsfrei zu detektieren.
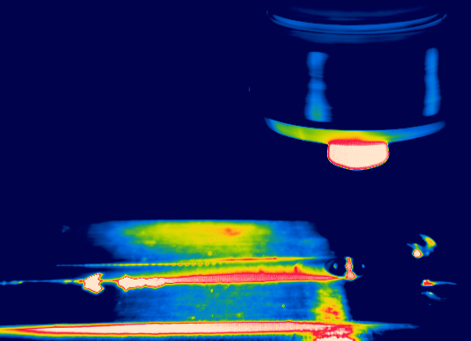
Zur Überwachung der Qualität bei punkt- und linienförmigen Rührreibschweißungen ist die passive sowie die aktive Thermografie untersucht worden. Mit Hilfe der passiven Thermografie ist die aus dem Schweißprozess resultierende Wärmestrahlung mit Hilfe einer in die Schweißmaschine integrierten Thermografiekamera online erfasst und ausgewertet worden. Anhand von Schwankungen der Wärmeabstrahlung sind an speziell präparierten Proben Unregelmäßigkeiten detektiert und der Ort des Austauchens bestimmt worden. Zum anderen sind zwei unterschiedliche Verfahren der aktiven Thermografie (induktiv- und ultraschallangeregt) bezüglich ihrer Eignung zur Detektion von Schweißnahtunregelmäßigkeiten betrachtet worden. Die Validierung der Ergebnisse ist anhand von zerstörungsfreien und zerstörenden Referenzverfahren durchgeführt worden.
Projektziele
- Schlauchporen (kleinste detektierbare Größe ≈ Abstand der Unregelmäßigkeit zur Oberfläche)
- Unvollständige Durchschweißungen (≥ 20% verringerte Eintauchtiefe bezogen auf die Soll-Eintauchtiefe)
- Verhinderte Materialdurchmischung durch Verunreinigungen (Maschinenfett oder Papiereinschluss)
- Bindefehler durch Bohrungen im Material (bei kleiner werdenden Ausprägung immer schlechter detektierbar)
- Werkzeugversagen
Laufzeit
01.01.2013 – 30.04.2015
AiF-Forschungsvorhaben-Nr.
17.617 N
Forschungsvereinigung DVS - Deutscher Verband für Schweißen und verwandte Verfahren e.V. Projektnummer DVS: 08.095 Projektnummer DVS: 05.049
Links
http://www.dvs-ev.de/fv/neu/index.cfm?Navigation=Vorhaben&PID=1416&CFID=61409770&CFTOKEN=34295718
Veröffentlichungen
Kryukov, Igor; Schüddekopf, Sven; Rebensdorf, Anatoli; Böhm, Stefan; Mund, Malte; Kreling, Stefan; Dilger, Klaus: Thermografische Methoden zur zerstörungsfreien Qualitätssicherung beim Rührreibschweißen. Schweißen und Schneiden 68 (2016) Heft 4
Kryukov, Igor; Schüddekopf, Sven; Böhm, Stefan; Mund, Malte; Kreling, Stefan; Dilger, Klaus: Non-Destructive Online-Testing Method for Friction Stir Welding Using Infrared Thermography. 19th World Conference on Non-Destructive Testing 2016, München
Kryukov, Igor; Schüddekopf, Sven; Rebensdorf, Anatoli; Böhm, Stefan; Mund, Malte; Kreling, Stefan; Dilger, Klaus: Thermographic methods for non-destructive quality assurance during friction stir welding. Welding and Cutting 15 (2016) No. 6
Kryukov, Igor; Schüddekopf, Sven; Böhm, Stefan; Mund, Malte; Kreling, Stefan; Dilger, Klaus: Einsatz der Infrarotthermografie zur zerstörungsfreien online-Fehlererkennung beim Rührreibschweißen; DACH-Jahrestagung 2015, ISBN 978-3-940283-68-9
Kryukov, Igor; Schüddekopf, Sven; Böhm, Stefan; Mund, Malte; Kreling, Stefan; Dilger, Klaus: Passive Thermografie als zerstörungsfreies online-Prüfverfahren im Rührreibschweißprozess; Thermographie-Kolloquium 2015, ISBN 978-3-940283-74-0
Mund, Malte; Kreling, Stefan; Dilger, Klaus; Kryukov, Igor; Böhm, Stefan: Aktive Thermografie zur Fehlerdetektion in Aluminiumschweißungen am Beispiel rührreibgeschweißter Bleche; Thermographie-Kolloquium 2015, ISBN 978-3-940283-74-0
Mund, Malte; Kreling, Stefan; Dilger, Klaus; Kryukov, Igor; Schüddekopf, Sven; Böhm, Stefan: Möglichkeiten und Grenzen aktiver Thermografieverfahren zur zerstörungsfreien Prüfung rührreibgeschweißter Aluminiumbleche; DACH-Jahrestagung 2015, ISBN 978-3-940283-68-9
Mund, Malte; Fischer, Fabian; Dilger, Klaus; Kryukov, Igor; Hartmann, Michael; Böhm, Stefan: Einsatz der aktiven Thermografie zur Detektion von Schweißfehlern beim Rührreibschweißen; DGZfP-Jahrestagung 2014, ISBN 978-3-940283-49-8
Kryukov, Igor; Hartmann, Michael; Böhm, Stefan; Mund, Malte; Dilger, Klaus; Fischer, Fabian: Defect Detection in Friction Stir Welding by Online Infrared Thermography; Journal of Welding and Joining, Vol. 32, Issue 5, 2014; DOI : 10.5781/JWJ.2014.32.5.50
Projektbetreuer
Projektbegleitender Ausschuss
Daimler AG
Ort: Stuttgart
EADS Deutschland GmbH
Ort: München
edevis GmbH
Ort: Stuttgart
Harms & Wende GmbH
Ort: Hamburg
IFF GmbH
Ort: Ismaning
DCG Systems GmbH
Ort: Erlangen
Riftec GmbH
Ort: Geesthacht
Kumpf Schweißtechnik GmbH
Ort: Lennestadt
ifs Institut für Füge- und Schweißtechnik
Ort: Braunschweig
tff Fachgebiet Trennende und Fügende Fertigungsverfahren
Ort: Kassel